











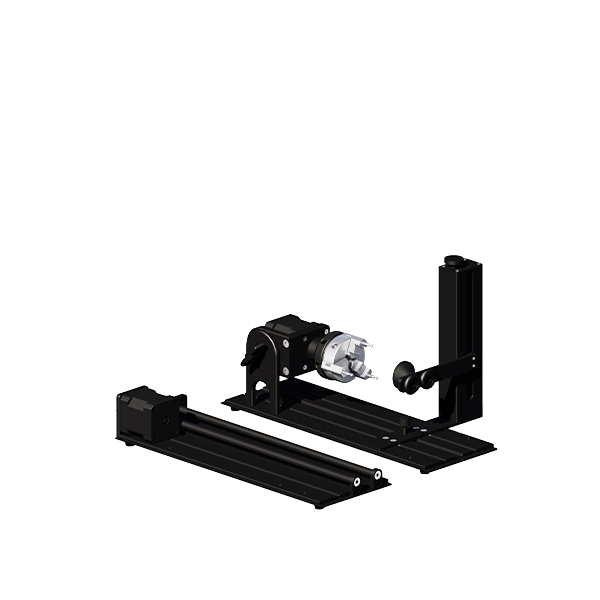










Physischer Betrieb (Rotary A)
Inhaltsverzeichnis
1.Schließen Sie die Maschine an: Hänge an Faserlasergravierer an das Drehfutter A und legen Sie den Drehtisch auf den Arbeitstisch.

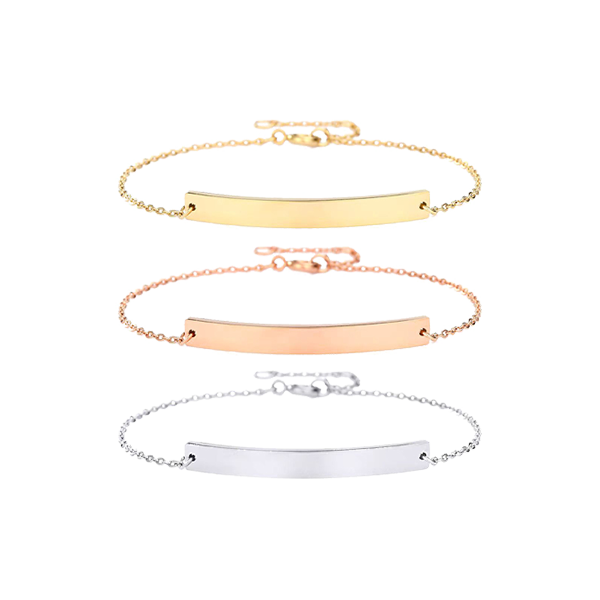
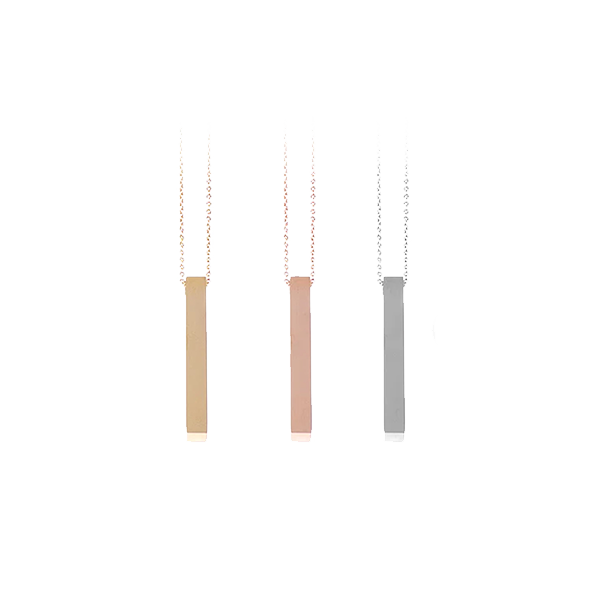
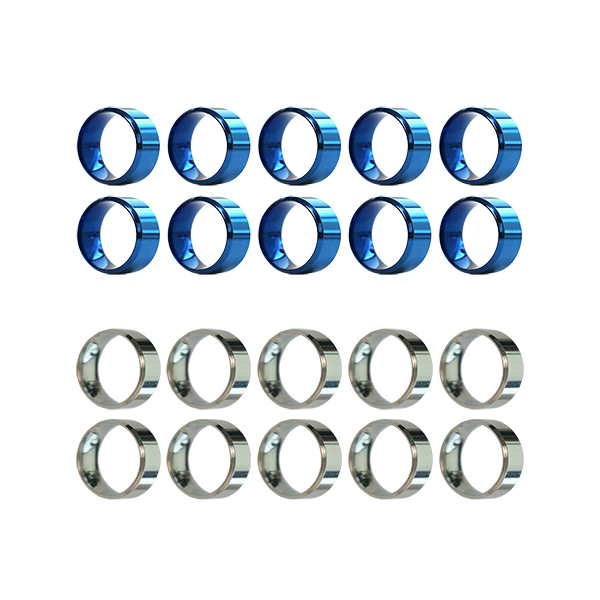
2.Klemmen Sie das Objekt fest: Verwenden Sie den Modus gegen den Uhrzeigersinn, um ein zylindrisches Objekt einzuspannen, oder den Modus im Uhrzeigersinn, um einen Ring zu stützen.

3.Winkel anpassen: Falls benötigt, Heben oder senken Sie das Drehfutter, um seinen Winkel für eine optimale Markierung zu ändern.

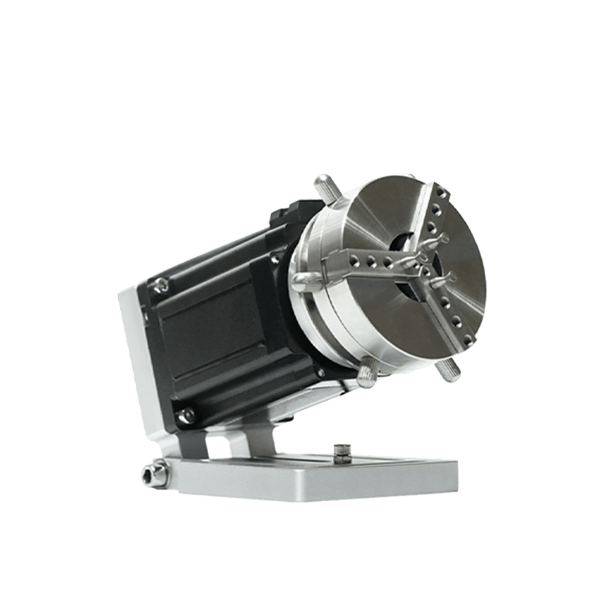
Physischer Betrieb (Rotary B)
1.Schließen Sie die Maschine an: Befestigen Sie den Faserlasergravierer am Drehspannfutter B und stellen Sie den Drehkopf wie abgebildet im richtigen Winkel auf.

2.Klemmen Sie das Objekt fest: Verwenden Sie den Positivmodus oder den Negativmodus, um das zylindrische Objekt wie angegeben einzuspannen.

3.Passen Sie die Höhe an: Heben Sie das Drehfutter bei Bedarf mit einer Stütze an, um sicherzustellen, dass die Maschine am richtigen Fokuspunkt markieren kann.

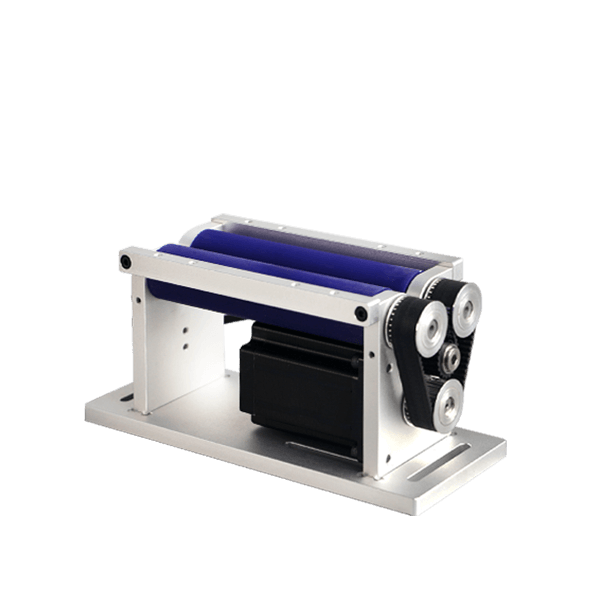
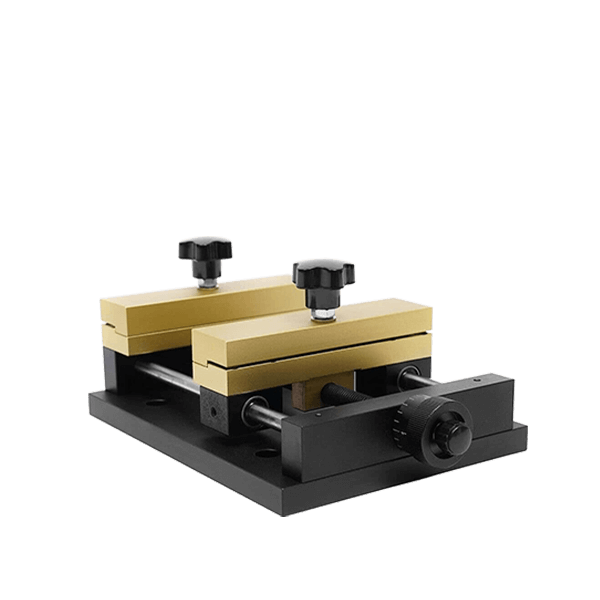
Physischer Betrieb (Rotary C)
1.Schließen Sie die Maschine an: Befestigen Sie den Faserlasergravierer am Drehfutter C.

2.Platzieren Sie das Objekt: Positionieren Sie den zylindrischen Gegenstand zum Markieren auf der Walze.

Softwarebetrieb
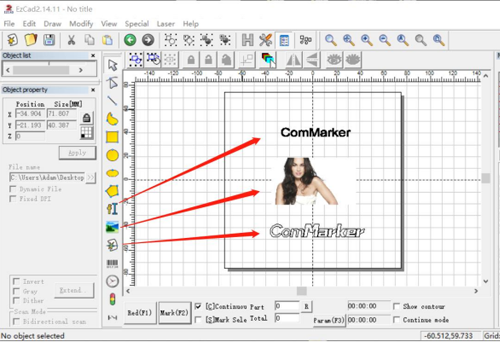
Textmarkierung
- Eingabetext:
- Geben Sie den Text ein, den Sie gravieren möchten.
- Klicken Sie auf „Übernehmen“ und dann auf die Schaltfläche „Zentrieren“..

2.Aktivieren Sie den Schraffurmodus:
- Drücke den “H” Taste, kreuzen Sie „Aktivieren“ an, und klicken Sie dann auf OK.
- Notiz: Kreuzen Sie nicht „Mark Contour“ oder „All Cala“ an..

3.Wählen Sie Laseroption:
- Aus dem Menü, Wählen Sie „Laser“.
- Wählen Sie „TextMark drehen“ für eine einfache Textmarkierung.

4.Parameter konfigurieren (Stoppen Sie F3):
- Klicken Sie auf „Stopp“. (F3)” und eingestellt “Konfiguration markcfg0”.
- Kreuzen Sie „Aktivieren“ an..
- Geben Sie die Impulse pro Runde als „12800“ ein..
- Passen Sie bei Bedarf die Skalierungskompensation an, um den Textabstand zu beeinflussen.
- Aktivieren Sie „Umkehren“, wenn Sie die Markierungsreihenfolge der Wörter ändern möchten.
- Wählen Sie die entsprechende Achse aus (X oder Y) basierend auf der Platzierungsrichtung des Drehgebers.
- Klicken “OK (bestätigen)”.

5.Vorschau und Markierung:
- Klicken Sie auf „Rot“. (F1)” zur Vorschau; Der rote Lichtbereich zeigt den ersten Buchstaben der ersten Zeile an.
- Drücken Sie „ESC“, um die Vorschau zu verlassen, Passen Sie bei Bedarf die Position des Drehspannfutters an.
- Stellen Sie sicher, dass sich die rote Rechteckvorschau oben auf dem Zylinder befindet, um eine ebene Oberflächengravur zu ermöglichen.
- Klicken Sie auf „Markieren“, um mit der Gravur zu beginnen.

Grafikmarkierung
1.Importieren Sie eine Vektordatei:
- Klicken Sie auf die Schaltfläche „Vektordatei zeichnen“..
- Klicken Sie auf die Schaltfläche „Zum Ursprung setzen“..
- Klicken Sie auf die Schaltfläche „H“., kreuzen Sie „Aktivieren“ an, und wählen Sie den Schraffurmodus „Z“..
- Notiz: Kreuzen Sie nicht „Mark Contour“ oder „All Cala“ an..
- Notiz: Bitmap-Dateien sind für die Rotationszylindermarkierung nicht geeignet.

2.Wählen Sie „Rotary Mark“.:
- Im Menü, Wählen Sie „Rotary Mark“.

3.Split-Linie konfigurieren:
- Aktivieren Sie „Durch Trennlinie markieren“.
- Geben Sie den Objektdurchmesser ein.
- Legen Sie die Mittellinien fest:
- Doppelklicken Sie, um eine Linie zu erstellen.
- Klicken Sie mit der rechten Maustaste, um eine Zeile zu löschen.
- Ziehen Sie mit der Maus, um eine Linie zu verschieben.
- Stellen Sie sicher, dass die Durchmesserzahl mit dem Durchmesser des Objekts übereinstimmt.

4.Alle Aufteilung erzwingen (Alternative):
- Aktivieren Sie „Alle Aufteilung erzwingen“.
- Geben Sie den Objektdurchmesser ein und passen Sie die „Teilungsgröße“ an..

5.Parameter konfigurieren (Stoppen Sie F3):
- Klicken Sie auf „Stopp“. (F3)” und stellen Sie die Parameter ein.
- Kreuzen Sie „Aktivieren“ an..
- Geben Sie die Impulse pro Runde als „12800“ ein..
- Aktivieren Sie „Umkehren“, wenn Sie die Markierungsreihenfolge der Wörter ändern möchten.
- Wählen Sie die entsprechende Achse aus (X oder Y) basierend auf der Platzierungsrichtung der Walze.
- Klicken Sie auf „Achse drehen“.
- Passen Sie die Übersetzungszahl an, um Überlappungen oder Lücken im Markierungsdiagramm zu vermeiden:
- Eine höhere Zahl verringert die Überlappung.
- Eine niedrigere Zahl verringert Lücken.
- Testen Sie verschiedene Zahlen auf Genauigkeit (auf zwei Dezimalstellen) bis zufrieden.
- Klicken “OK (bestätigen)”.

6.Vorschau und Markierung:
- Klicken Sie auf „Rot“. (F1)” zur Vorschau; Der rote Lichtbereich zeigt den ersten Teil geteilt durch die Trennlinie.
- Drücken Sie „ESC“, um die Vorschau zu verlassen, Passen Sie bei Bedarf die Drehposition an.
- Klicken Sie auf „Markieren“, um mit der Gravur zu beginnen.

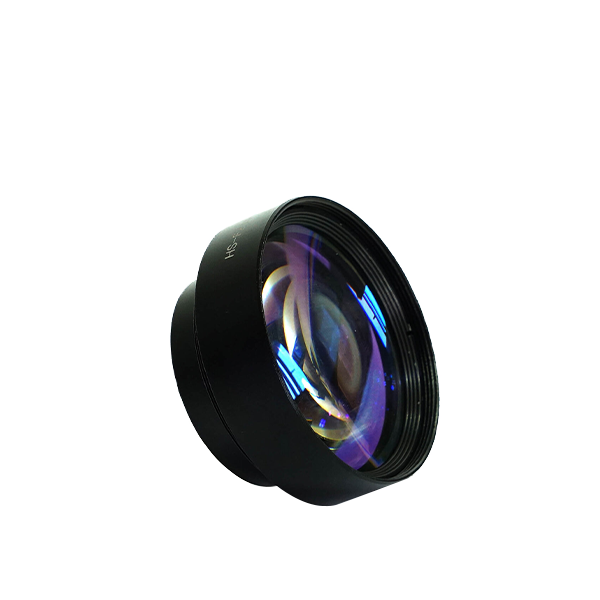
So ersetzen Sie die 110-mm-Feldlinse durch eine 200-mm-Feldlinse an einem Faserlasergravierer?
Installationsschritte
Schritt 1: Installieren Sie die 200-mm-Feldlinse
- Entfernen Sie das 110-mm-Objektiv, indem Sie es von Hand abschrauben.
- Installieren Sie die 200-mm-Feldlinse, indem Sie sie festschrauben.

Schritt 2: Passen Sie den Fokus neu an
- Passen Sie den Fokus an, da sich die Brennweite mit dem neuen Objektiv ändert.
- Siehe Bedienungsanleitung, insbesondere der Abschnitt zum Anpassen des Fokus.
Schritt 3: 9-Punkt-Kalibrierung der Feldlinse
1.Öffnen Sie die Kalibrierungssoftware
- Öffnen Sie den USB-Ordner.
- Öffne das “EZCAD für ComMarker” Ordner.
- Wählen Sie den 200-mm-Ordner aus.
- Öffnen Sie die Software “CorFile2” (Stellen Sie sicher, dass EZCAD zuerst geschlossen ist).

2.Legen Sie die Parameter der Laserquelle fest
- Klicken Sie auf „F1“, Legen Sie die Parameter der Laserquelle fest, Wählen Sie „IPG“ und klicken Sie auf „OK“.

3.Bereiten Sie die Kalibrierungsoberfläche vor
- Kleben Sie zwei Stücke Pappe mit Klebeband auf der Rückseite zusammen.
- Legen Sie es auf den Arbeitstisch und achten Sie darauf, dass der Karton flach ist.

4.Markieren Sie Kalibrierungspunkte
- Klicken Sie auf „F3“, um ein 9-Punkt-Rechteck zu markieren. Die Grafik zeigt die markierten Punkte an.

5.Passen Sie das Muster an die Markierung an
- Klicken Sie auf die Schaltfläche in der oberen rechten Ecke, um das Muster zu ändern, bis es mit der Markierung auf dem Karton übereinstimmt.

6.Koordinaten messen und eingeben
- Messen Sie die Koordinatenposition jedes Punktes auf dem Karton.
- Punkt verwenden 5 als Mittelpunktskoordinate (0,0).
- Geben Sie die gemessenen Koordinaten in die entsprechenden Spalten im Dialogfeld ein.
- Klicken “OK” zum Speichern und Zurückkehren zur oberen Benutzeroberfläche.
Notiz: Stellen Sie sicher, dass das Lineal absolut horizontal oder vertikal ist und die Messlinien durch das Lineal verlaufen 9 Punkte.

7.Kalibrierungsdatei erstellen
- Klicken “F6“, um eine Kalibrierungsdatei zu erstellen.
- Geben Sie einen Dateinamen an (z.B., “200 B4 ComMarker”).
- Speichern Sie die Datei und merken Sie sich den Speicherort des Verzeichnisses.

8.Kalibrierung überprüfen
- Klicken “F7“, um die Kalibrierung zu überprüfen.
- Öffnen Sie die gespeicherte Kalibrierungsdatei.
- Klicken Sie auf „F8“, um das kalibrierte Rechteck zu markieren.
Notiz: Wenn das markierte Rechteck regelmäßig ist, Die Kalibrierung ist erfolgreich. Bei Verformung, Eine Neukalibrierung ist erforderlich.


9.Kalibrierungsdatei in EZCAD2 importieren
- Importieren Sie die Kalibrierungsdatei für das 200-mm-Objektiv in EZCAD2.
- Informationen zum Importieren von Korrekturdateien finden Sie in der Bedienungsanleitung.
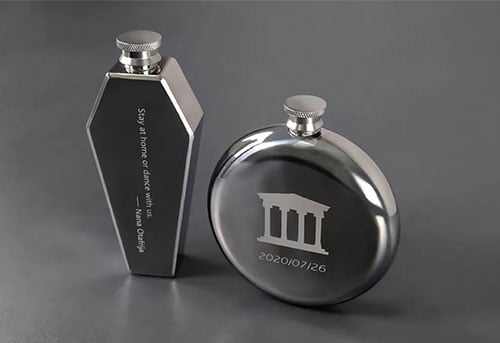
Parameter zum Markieren eines Fotos
Notiz: Die folgenden Parameter sind Vorschläge für eine 20-W-Maschine zum Gravieren von Edelstahl. Die Ergebnisse können je nach Dateigröße variieren, Materialien, und Brennweite. Passen Sie die Parameter nach Bedarf für verschiedene Maschinen oder Materialien an.
Parameter für B4 20W mit 110x110mm Fläche auf Edelstahl
Geben Sie die Parameter in die Gravursoftware ein.
Passen Sie Kontrast und Helligkeit des Bildes fein an, um eine klarere Gravur zu erzielen.

Parameter für B4 20W mit 110x110mm Fläche auf lackiertem Metall
Passen Sie die Parameter entsprechend dem jeweiligen Material an.

Parameter zum Markieren verschiedener Farben
Notiz: Die folgenden Parameter sind Vorschläge für eine 20-W-Maschine zum Gravieren von Edelstahl. Passen Sie die Parameter nach Bedarf für verschiedene Maschinen oder Materialien an.

Lightburn-Bedienungsanleitung für MacOS
1.Laden Sie die Lightburn-Software herunter und installieren Sie sie
Herunterladen von Lightburn-Software.
Stellen Sie sicher, dass die Lightburn-Version V1.3.01 oder höher ist.

2.Installieren Sie die Lightburn-Software
Ziehen Sie das Lightburn-Symbol in den Anwendungsordner.

3.Kopieren Sie den EZCAD-Ordner
Kopieren Sie den Ordner „EZCAD for ComMarker B4“ vom USB-Stick auf den Desktop.

4.Gerät einrichten
Öffne Lightburn, Klicken Sie auf „Manuell erstellen“, und wählen Sie „JCZ Fiber“.
Stellen Sie sicher, dass das Gerät eingeschaltet und über USB angeschlossen ist.

5.Importieren Sie EZCAD Config und wählen Sie den entsprechenden Ordner aus.

6.Ordner „110mm“ auswählen (oder 200 mm entsprechend Ihrem Objektiv)—->" Stecker", und wählen Sie „markcfg7“ und klicken Sie auf „Weiter“

7.Wenn alles richtig läuft, sehen Sie das folgende Fenster, und klicken Sie auf „Weiter“

8.Ändern Sie bei Bedarf den Namen, und geben Sie die richtige X- und Y-Achsenlänge entsprechend dem Objektiv ein. Weiter klicken"

9.Klicken Sie auf „Fertig stellen“ und es wird in der Geräteliste angezeigt

10.Der Status ändert sich in „Bereit“, wenn das Gerät eingeschaltet und über USB verbunden ist

11. Gehen Sie über die Schaltfläche „Geräteeinstellungen“ zu „Grundeinstellungen“., Klicken Sie auf „COR-Datei laden“, Wählen Sie „EZCAD für ComMarker B4“—>„110mm“, Wählen Sie die Datei „JCZ11.cor“, OK klicken"

12.Ändern Sie die Einstellung von Freq „Min 20“, „Maximal 200“. Einschalten „Galvo 2“. Und es ist bereit, die Maschine mit Lightburn zu steuern.*(Bitte beachten Sie den Schritt 11 für MOPA-Maschine)

Spezielle Einstellung für JPT MOPA-Faser
13.Ändern Sie die Einstellung von Freq „Min 1“, „Maximal 4000“. „Galvo 2“ einschalten. Schalten Sie die Schaltfläche „Enable Q-PulseWidthSetting“ ein. (Stellen Sie sicher, dass der Fasertyp „IPG _YLP“ oder „JPT“ ist.)

Lightburn-Bedienungsanleitung für Windows
- Befolgen Sie die gleichen Schritte wie für MacOS.
- Installieren Sie den erforderlichen Treiber, wenn Sie die Lightburn-Software installieren.