





















Operazione fisica (Rotary A)
Sommario
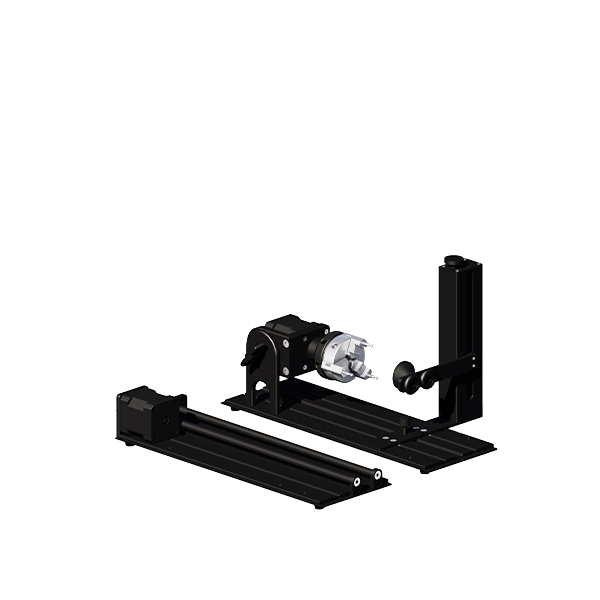
1.Collegare la macchina: Allega il incisore laser in fibra al mandrino rotante A e posizionare il rotante sul tavolo di lavoro.

2.Bloccare l'oggetto: Utilizzare la modalità in senso antiorario per bloccare un oggetto cilindrico o la modalità in senso orario per sostenere un anello.

3.Regola l'angolo: Se necessario, sollevare o abbassare il mandrino rotante per modificarne l'angolazione per una marcatura ottimale.

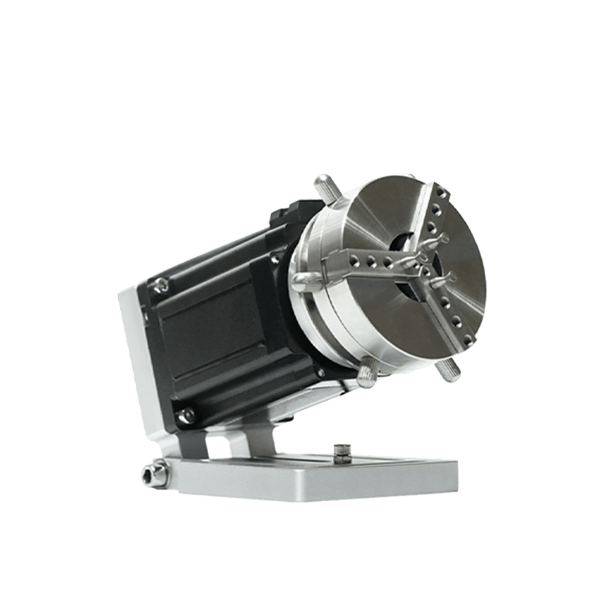
Operazione fisica (Rotary B)
1.Collegare la macchina: Collegare l'incisore laser a fibra al mandrino rotante B e posizionare il rotante all'angolazione corretta come mostrato.

2.Bloccare l'oggetto: Utilizzare la modalità positiva o negativa per bloccare l'oggetto cilindrico come indicato.

3.Regola elevazione: Se necessario, sollevare il mandrino rotante con un supporto per garantire che la macchina possa marcare il punto AF corretto.

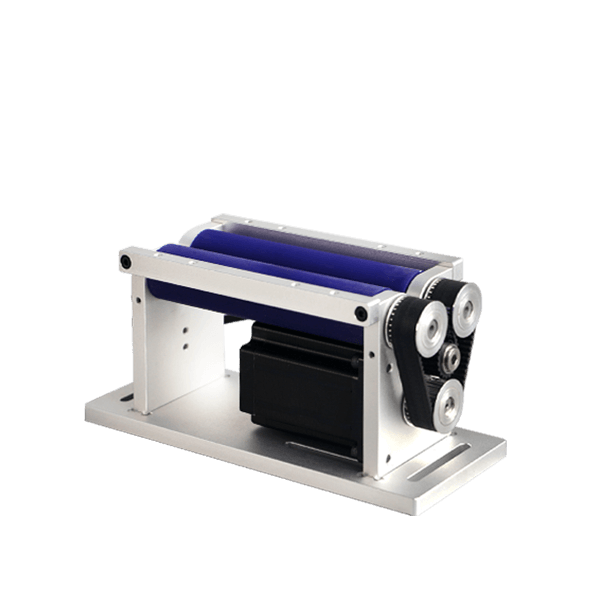
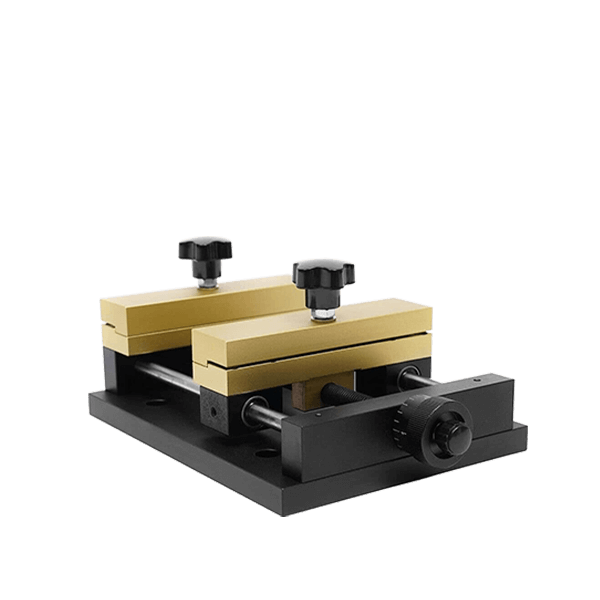
Operazione fisica (Rotary C)
1.Collegare la macchina: Collegare l'incisore laser a fibra al mandrino rotante C.

2.Posiziona l'oggetto: Posizionare l'oggetto cilindrico sul rullo per la marcatura.

Funzionamento del software
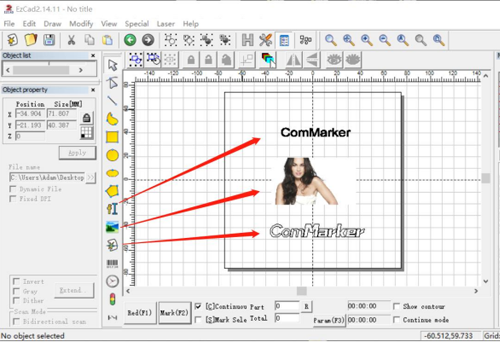
Marcatura del testo
- Inserisci testo:
- Inserisci il testo che desideri incidere.
- Fare clic su "Applica" e quindi sul pulsante "Centro"..

2.Abilita la modalità Tratteggio:
- Fare clic su “H” pulsante, spuntare “Abilita”, e quindi fare clic su OK.
- Nota: Non spuntare “Mark Contour” o “All Cala”.

3.Seleziona l'opzione Laser:
- Dal menù, selezionare "Laser".
- Scegli "Ruota TextMark" per contrassegnare semplicemente il testo.

4.Configura parametri (Interrompere F3):
- Fare clic su "Interrompi". (F3)” e impostare “configurazione markcfg0”.
- Spunta "Abilita".
- Immettere gli impulsi per numero tondo come "12800".
- Se necessario, regolare la compensazione della scala per influenzare la spaziatura del testo.
- Seleziona "Inverti" se desideri modificare l'ordine di marcatura delle parole.
- Selezionare l'asse appropriato (X o Y) in base alla direzione di posizionamento del rotante.
- Clic “OK (confermare)”.

5.Anteprima e segna:
- Fare clic su "Rosso". (F1)" per visualizzare l'anteprima; la zona a luce rossa indica la prima lettera della prima riga.
- Premere "ESC" per uscire dall'anteprima, regolare la posizione del mandrino rotante, se necessario.
- Assicurarsi che l'anteprima del rettangolo rosso sia sulla parte superiore del cilindro per l'incisione su una superficie piana.
- Fare clic su "Segna" per avviare l'incisione.

Marcatura grafica
1.Importa un file vettoriale:
- Fare clic sul pulsante "Disegna file vettoriale"..
- Fare clic sul pulsante "Inserisci in origine"..
- Fare clic sul pulsante "H"., spuntare “Abilita”, e selezionare la modalità di tratteggio "Z"..
- Nota: Non spuntare “Mark Contour” o “All Cala”.
- Nota: I file bitmap non sono adatti per la marcatura dei cilindri rotanti.

2.Selezionare Marchio Rotary:
- Nel menù, scegli “Marchio Rotary”.

3.Configura linea divisa:
- Seleziona "Segna per linea divisa".
- Immettere il diametro dell'oggetto.
- Imposta le linee centrali:
- Fare doppio clic per creare una linea.
- Fare clic con il tasto destro per eliminare una riga.
- Trascina con il mouse per spostare una linea.
- Assicurarsi che il numero del diametro corrisponda al diametro dell'oggetto.

4.Forza tutto diviso (Alternativa):
- Spuntare "Forza tutto diviso".
- Inserisci il diametro dell'oggetto e regola la "dimensione divisa".

5.Configura parametri (Interrompere F3):
- Fare clic su "Interrompi". (F3)" e impostare i parametri.
- Spunta "Abilita".
- Immettere gli impulsi per numero tondo come "12800".
- Seleziona "Inverti" se desideri modificare l'ordine di marcatura delle parole.
- Selezionare l'asse appropriato (X o Y) in base alla direzione di posizionamento del rullo.
- Fare clic su "Ruota asse".
- Regolare il numero del rapporto di trasmissione per evitare sovrapposizioni o lacune nel grafico di marcatura:
- Un numero più alto riduce la sovrapposizione.
- Un numero inferiore riduce gli spazi vuoti.
- Prova numeri diversi per verificarne la precisione (a due cifre decimali) fino a quando non sarà soddisfatto.
- Clic “OK (confermare)”.

6.Anteprima e segna:
- Fare clic su "Rosso". (F1)" per visualizzare l'anteprima; la zona a luci rosse mostra la prima parte divisa dalla linea di divisione.
- Premere "ESC" per uscire dall'anteprima, regolare la posizione della rotazione, se necessario.
- Fare clic su "Segna" per avviare l'incisione.

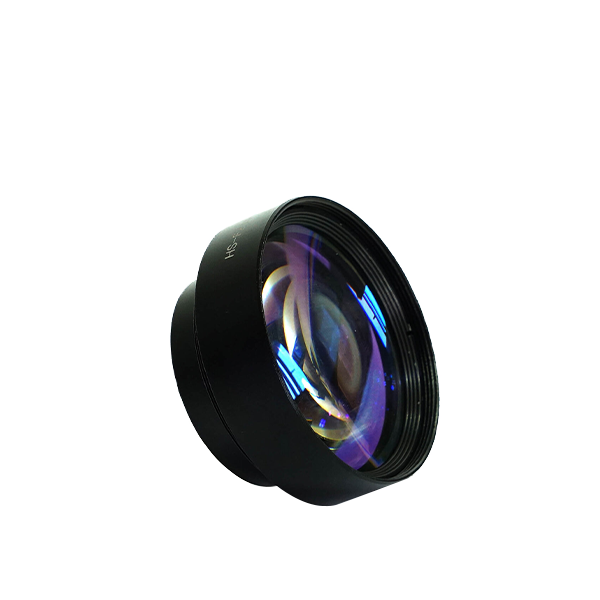
Come sostituire l'obiettivo da 110 mm con un obiettivo da 200 mm su a Incisore laser a fibra?
Passaggi di installazione
Fare un passo 1: Installare l'obiettivo da campo da 200 mm
- Rimuovere l'obiettivo da 110 mm svitandolo a mano.
- Installare la lente di campo da 200 mm avvitandola in posizione.

Fare un passo 2: Regolare nuovamente la messa a fuoco
- Regola la messa a fuoco poiché la lunghezza focale cambia con il nuovo obiettivo.
- Fare riferimento al manuale operativo, in particolare la sezione sulla regolazione della messa a fuoco.
Fare un passo 3: Calibrazione a 9 punti dell'obiettivo da campo
1.Apri il software di calibrazione
- Apri la cartella USB.
- Apri il “EZCAD per ComMarker” cartella.
- Seleziona la piega da 200 mm.
- Apri il software “CorFile2” (assicurarsi prima che EZCAD sia chiuso).

2.Imposta i parametri della sorgente laser
- Fare clic su "F1", impostare i parametri della sorgente laser, selezionare “IPG” e fare clic su “OK”.

3.Preparare la superficie di calibrazione
- Attacca insieme due pezzi di cartone sul retro della copertina con del nastro adesivo.
- Posizionarlo sul tavolo di lavoro assicurandosi che il cartone sia piatto.

4.Contrassegnare i punti di calibrazione
- Fare clic su "F3" per contrassegnare un rettangolo di 9 punti. Il grafico mostrerà i punti contrassegnati.

5.Regola il modello in modo che corrisponda al contrassegno
- Fare clic sul pulsante nell'angolo in alto a destra per modificare il motivo finché non corrisponde al segno sul cartone.

6.Misurare e inserire le coordinate
- Misura la posizione delle coordinate di ciascun punto sul cartone.
- Punto d'uso 5 come coordinata del centro (0,0).
- Immettere le coordinate misurate nelle colonne corrispondenti nella finestra di dialogo.
- Clic “OK” per salvare e tornare all'interfaccia superiore.
Nota: Assicurarsi che il righello sia assolutamente orizzontale o verticale e che le linee di misurazione lo attraversino 9 punti.

7.Genera file di calibrazione
- Clic “F6” per generare un file di calibrazione.
- Specificare un nome file (per esempio., “200 B4 ComMarker”).
- Salvare il file e ricordare la posizione della directory.

8.Verificare la calibrazione
- Clic “F7” per verificare la calibrazione.
- Apri il file di calibrazione salvato.
- Fare clic su "F8" per contrassegnare il rettangolo calibrato.
Nota: Se il rettangolo contrassegnato è regolare, la calibrazione ha avuto successo. Se deformato, è necessaria una ricalibrazione.


9.Importa il file di calibrazione in EZCAD2
- Importa il file di calibrazione per l'obiettivo da 200 mm in EZCAD2.
- Fare riferimento al manuale operativo per importare i file di correzione.
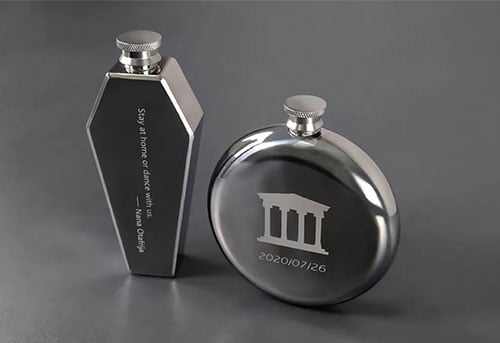
Parametri per contrassegnare una foto
Nota: I seguenti parametri sono suggerimenti per una macchina da 20 W per incidere l'acciaio inossidabile. I risultati possono variare in base alla dimensione del file, materiali, e lunghezza focale. Regola i parametri secondo necessità per macchine o materiali diversi.
Parametri per B4 20W con area 110x110mm su acciaio inossidabile
Immettere i parametri nel software di incisione.
Perfeziona il contrasto e la luminosità dell'immagine per un'incisione più chiara.

Parametri per B4 20W con area 110x110mm su metallo verniciato
Regolare i parametri in base al materiale specifico.

Parametri per contrassegnare colori diversi
Nota: I seguenti parametri sono suggerimenti per una macchina da 20 W per incidere l'acciaio inossidabile. Regola i parametri secondo necessità per macchine o materiali diversi.

Tutorial sul funzionamento di Lightburn per MacOS
1.Scarica e installa il software Lightburn
Scarica da Software Lightburn.
Assicurati che la versione di Lightburn sia V1.3.01 o successiva.

2.Installa il software Lightburn
Trascina l'icona Lightburn nella cartella Applicazioni.

3.Copia cartella EZCAD
Copiare la cartella "EZCAD for ComMarker B4" dall'USB al desktop.

4.Configura dispositivo
Apri Lightburn, fare clic su "Crea manualmente", e seleziona "Fibra JCZ".
Assicurarsi che la macchina sia accesa e connessa tramite USB.

5.Importa EZCAD Config e seleziona la cartella appropriata.

6.Seleziona la cartella “110mm” (o 200 mm a seconda dell'obiettivo)—->" Tappo", e scegli "markcfg7" e fai clic su "Avanti"

7.Puoi vedere la seguente finestra se tutto va bene, e fare clic su "Avanti"

8.Se necessario, modificare il nome, e inserire la lunghezza dell'asse X e Y corretta in base all'obiettivo. Fare clic su "Avanti"

9.Fare clic su "Fine" e verrà visualizzato nell'elenco dei dispositivi

10.Lo stato cambierà in "Pronto" quando la macchina è in funzione e collegata tramite USB

11. Vai su "Impostazioni di base" dal pulsante "Impostazioni dispositivo"., fare clic su "Carica file COR", Selezionare "EZCAD per ComMarker B4"—>“110mm”, Scegli il file “JCZ11.cor”, Fare clic su "OK"

12.Modificare l'impostazione di Freq “Min 20”, “Massimo 200”. Accensione “Galvo 2”. Ed è pronto per controllare la macchina con Lightburn.*(Fare riferimento al passaggio 11 per la macchina MOPA)

Impostazione speciale per fibra JPT MOPA
13.Modificare l'impostazione di Freq “Min 1”, “Massimo 4000”. Accendi “Galvo 2”. Attiva il pulsante “Abilita Q-PulseWidthSetting” (Assicurati che il tipo di fibra sia "IPG _YLP" o "JPT")

Tutorial sul funzionamento di Lightburn per Windows
- Segui gli stessi passaggi di MacOS.
- Installare il driver necessario durante l'installazione del software Lightburn.