





















物理的な操作 (ロータリーA)
目次
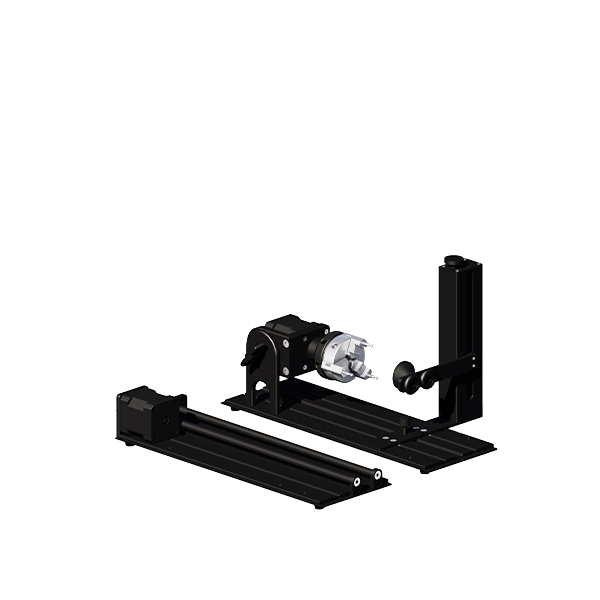
1.マシンを接続する: を添付します。 ファイバーレーザー彫刻機 ロータリーチャックAにロータリーを取り付け、作業台上に置きます。.

2.オブジェクトをクランプする: 反時計回りモードを使用して円筒形の物体をクランプするか、時計回りモードを使用してリングをサポートします.

3.角度を調整する: 必要に応じて, ロータリーチャックを上げ下げして角度を変更し、最適なマーキングを行います。.

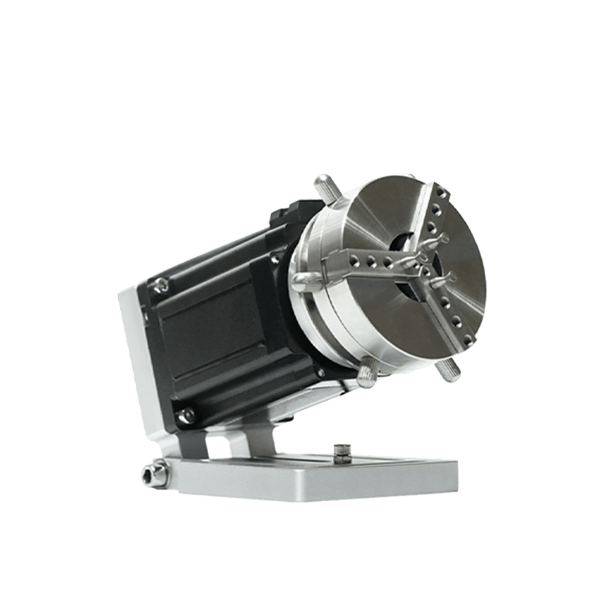
物理的な操作 (ロータリーB)
1.マシンを接続する: ファイバー レーザー彫刻機をロータリー チャック B に取り付け、ロータリーを図のように正しい角度に置きます。.

2.オブジェクトをクランプする: 示されているように、ポジティブ モードまたはネガティブ モードを使用して円筒形のオブジェクトをクランプします。.

3.標高を調整する: 必要に応じてサポートを使用してロータリー チャックを上昇させ、機械が正しい焦点位置にマークを付けることができるようにします。.

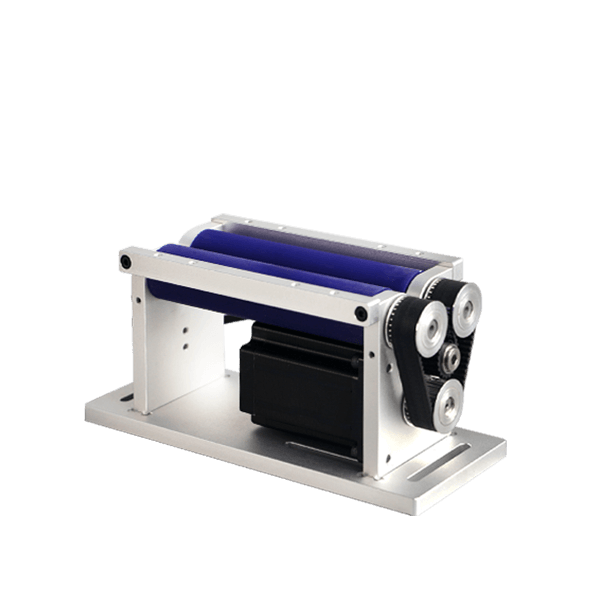
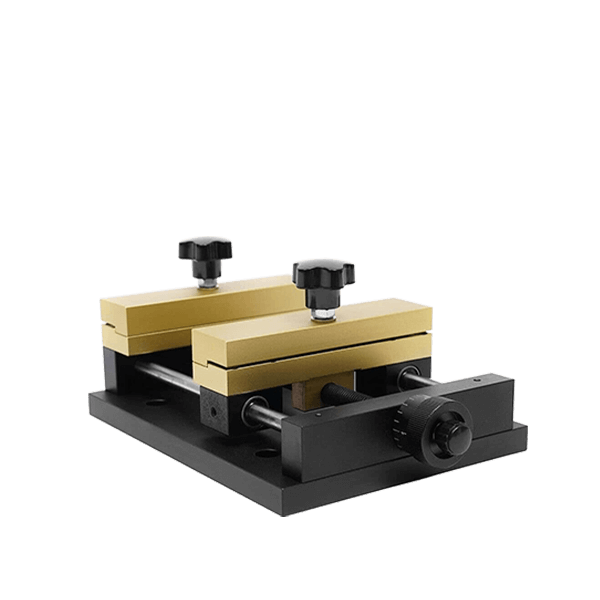
物理的な操作 (ロータリーC)
1.マシンを接続する: ファイバーレーザー彫刻機をロータリーチャックCに取り付ける.

2.オブジェクトを配置する: 円柱状の物体をマーキング用のローラー上に配置します。.

ソフトウェアの操作
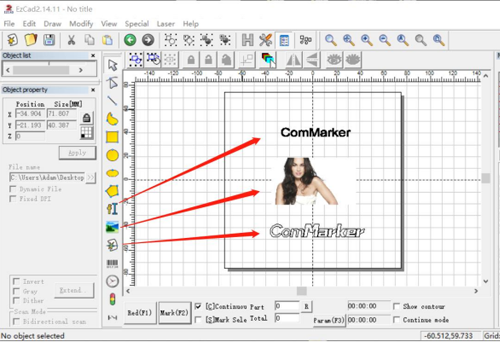
テキストマーキング
- 入力テキスト:
- 彫刻したい文字を入力してください.
- 「適用」をクリックし、「中央」ボタンをクリックします。.

2.ハッチングモードを有効にする:
- をクリックします。 “H” ボタン, 「有効にする」にチェックを入れます, そして「OK」をクリックします.
- ノート: 「Mark Contour」または「All Cala」にはチェックを入れないでください。.

3.レーザーオプションの選択:
- メニューから, 「レーザー」を選択します.
- 単純なテキストマーキングには「Rotate TextMark」を選択します.

4.パラメータの設定 (F3 を停止):
- 「パラメータ」をクリックします (F3)」と設定してください “構成マークcfg0”.
- 「有効にする」にチェックを入れます.
- ラウンド数あたりのパルスを「12800」として入力します.
- テキスト間隔に影響を与えるために、必要に応じてスケール補正を調整します.
- 単語のマーキング順序を変更する場合は、「逆」にチェックします.
- 適切な軸を選択します (xまたはy) ロータリーの配置方向に基づいています.
- クリック “わかりました (確認する)”.

5.プレビューとマーク:
- 「赤」をクリックします (F1)」プレビューします; 赤信号の領域は、最初の行の最初の文字を示しています.
- 「ESC」を押してプレビューを終了します, 必要に応じてロータリーチャックの場所を調整します.
- 赤い長方形のプレビューが、レベルの表面彫刻のためにシリンダーの上部にあることを確認してください.
- 「マーク」をクリックして彫刻を開始します.

グラフィックマーク
1.ベクトルファイルをインポートします:
- [ベクトルファイルの描画]ボタンをクリックします.
- [OriginにPut To Origin]ボタンをクリックします.
- [H]ボタンをクリックします, 「有効にする」にチェックを入れます, 「Z」ハッチングモードを選択します.
- ノート: 「Mark Contour」または「All Cala」にはチェックを入れないでください。.
- ノート: ビットマップ ファイルは回転シリンダーのマーキングには適していません.

2.ロータリーマークを選択:
- メニュー内, 「ロータリーマーク」を選択.

3.分割線の構成:
- 「分割線でマーク」にチェックを入れます.
- 対象物の直径を入力してください.
- 中心線を設定する:
- ダブルクリックして線を作成します.
- 右クリックして行を削除します.
- マウスでドラッグして線を移動します.
- 直径の数値がオブジェクトの直径と一致していることを確認してください.

4.すべてを強制的に分割する (代替):
- 「すべてを強制的に分割」にチェックを入れます.
- オブジェクトの直径を入力し、「分割サイズ」を調整します.

5.パラメータの設定 (F3 を停止):
- 「パラメータ」をクリックします (F3)」を選択してパラメータを設定します.
- 「有効にする」にチェックを入れます.
- ラウンド数あたりのパルスを「12800」として入力します.
- 単語のマーキング順序を変更する場合は、「逆」にチェックします.
- 適切な軸を選択します (xまたはy) ローラーの配置方向に基づく.
- 「軸を回転」をクリックします.
- マーキンググラフの重なりやギャップを避けるためにギア比の数値を調整します。:
- 数値が大きいほどオーバーラップが少なくなります.
- 数値が小さいほどギャップが少なくなります.
- さまざまな数値をテストして精度を確認する (小数点第2位まで) 満足するまで.
- クリック “わかりました (確認する)”.

6.プレビューとマーク:
- 「赤」をクリックします (F1)」プレビューします; 赤いライトの領域は、分割線で分割された最初の部分を示します.
- 「ESC」を押してプレビューを終了します, 必要に応じてロータリーの位置を調整します.
- 「マーク」をクリックして彫刻を開始します.

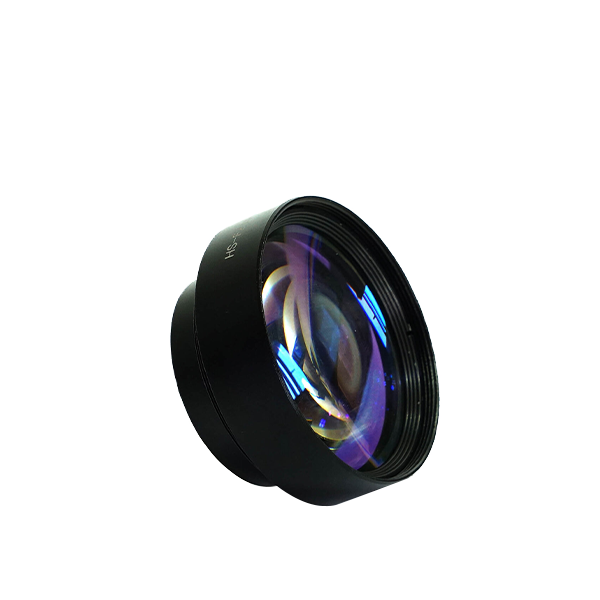
110mm フィールドレンズを 200mm フィールドレンズに交換する方法 ファイバーレーザー彫刻機?
インストール手順
ステップ 1: 200mm フィールドレンズを取り付ける
- 110mmレンズを手で緩めて取り外します。.
- 200mm フィールドレンズを所定の位置にねじ込んで取り付けます.

ステップ 2: フォーカスを再調整する
- 新しいレンズでは焦点距離が変わるのでピントを調整する.
- 取扱説明書を参照してください, 特にフォーカスの調整に関するセクション.
ステップ 3: フィールドレンズの9点校正
1.オープンキャリブレーションソフトウェア
- USBフォルダーを開きます.
- を開きます “ComMarker 用 EZCAD” フォルダ.
- 200mmフォルダーを選択します.
- ソフトウェアを開きます “CorFile2” (EZCAD が最初に閉じられていることを確認してください).

2.レーザー光源パラメータの設定
- 「F1」をクリックします, レーザー光源パラメータを設定する, 「IPG」を選択して「OK」をクリックします.

3.校正面の準備
- 2枚の板紙を裏表紙にテープで貼り合わせます.
- 板紙が平らであることを確認して作業テーブルに置きます.

4.キャリブレーションポイントをマークする
- 「F3」をクリックして9点の長方形をマークします。. グラフにはマークされたポイントが表示されます.

5.マーキングに合わせてパターンを調整
- 右上隅のボタンをクリックして、板紙上のマークと一致するまでパターンを変更します。.

6.座標を測定して入力する
- 板紙上の各点の座標位置を測定します.
- ポイントを利用する 5 中心座標として (0,0).
- 測定した座標をダイアログ ボックスの対応する列に入力します。.
- クリック “わかりました” 保存して上のインターフェースに戻る.
ノート: 定規が完全に水平または垂直であり、測定線が完全に垂直であることを確認してください。 9 ポイント.

7.キャリブレーションファイルの生成
- クリック “F6」を押してキャリブレーションファイルを生成します.
- ファイル名を指定する (例えば, “200 B4 コムマーカー”).
- ファイルを保存し、ディレクトリの場所を覚えておきます.

8.校正の検証
- クリック “F7」を押してキャリブレーションを確認します.
- 保存したキャリブレーションファイルを開きます.
- 「F8」をクリックして、調整された長方形をマークします。.
ノート: マークされた四角形が正四角形の場合, キャリブレーションは成功しました. 変形した場合, 再校正が必要です.


9.EZCAD2にキャリブレーションファイルをインポート
- 200mm レンズのキャリブレーション ファイルを EZCAD2 にインポートします。.
- 修正ファイルのインポートについては取扱説明書を参照してください。.
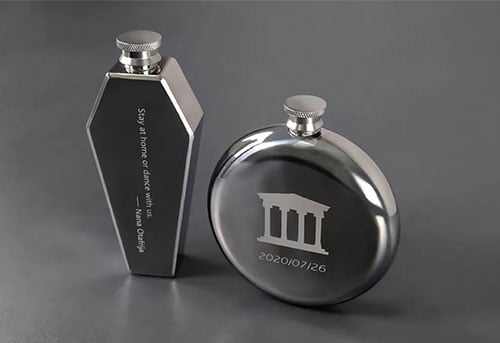
写真にマークを付けるためのパラメータ
ノート: 以下のパラメータは、ステンレス鋼を彫刻する 20W 機械の推奨値です。. 結果はファイルサイズによって異なる場合があります, 材料, と焦点距離. さまざまな機械や材料の必要に応じてパラメータを調整します.
ステンレススチール上の 110x110mm エリアの B4 20W のパラメータ
彫刻ソフトウェアにパラメータを入力します.
より明確な彫刻のための写真のコントラストと明るさを微調整する.

塗装金属の110x110mm領域を備えたB4 20Wのパラメーター
特定の資料に従ってパラメーターを調整します.

さまざまな色をマークするためのパラメーター
ノート: 以下のパラメータは、ステンレス鋼を彫刻する 20W 機械の推奨値です。. さまざまな機械や材料の必要に応じてパラメータを調整します.

MacOSのLightburn Operationチュートリアル
1.Lightburnソフトウェアをダウンロードしてインストールします
からダウンロードしてください ライトバーン ソフトウェア.
Lightburnバージョンがv1.3.01以上であることを確認してください.

2.Lightburnソフトウェアをインストールします
Lightburnアイコンをアプリケーションフォルダーにドラッグします.

3.EZCADフォルダーをコピーします
USBからデスクトップにフォルダー「Commarker B4のEZCAD」をコピーします.

4.デバイスをセットアップします
オープンライトバーン, [手動で作成]をクリックします, 「JCZファイバー」を選択します.
マシンの電源が入っており、USB 経由で接続されていることを確認します.

5.EZCAD Configをインポートし、適切なフォルダーを選択します.

6.フォルダー「110mm」を選択 (またはレンズに従って200mm)—->「プラグ」, 「markcfg7」を選択して「次へ」をクリックします

7.すべてが正常に完了すると、次のウィンドウが表示されます。, 「次へ」をクリックします

8.必要に応じて名前を変更します, レンズに応じて右のX軸とY軸の長さを入力します. 「次へ」をクリックします

9.「完了」をクリックすると、デバイスリストに表示されます。

10.マシンが起動し、USB 経由で接続されると、ステータスが「準備完了」に変わります。

11. 「機器設定」ボタンから「基本設定」へ, 「CORファイルをロード」をクリックします, 「EZCAD for ComMarker B4」を選択します。—>「110mm」, ファイル「JCZ11.cor」を選択します, 「OK」をクリックします

12.Freqの設定を「Min 20」に変更, 「最大200」. スイッチオン「ガルボ2」. そして、Lightburn でマシンを制御する準備が整いました。*(手順を参照してください 11 MOPAマシン用)

JPT MOPA ファイバーの特別な設定
13.Freq「Min 1」の設定を変更します, 「最大4000」. 「Galvo 2」のスイッチを入れる. 「Q-PulseWidthSetting を有効にする」ボタンをオンにします。 (ファイバータイプが「IPG _YLP」または「JPT」であることを確認してください。)

Windows 用 Lightburn 操作チュートリアル
- MacOSの場合と同じ手順に従います.
- Lightburn ソフトウェアをインストールするときに必要なドライバーをインストールします.