











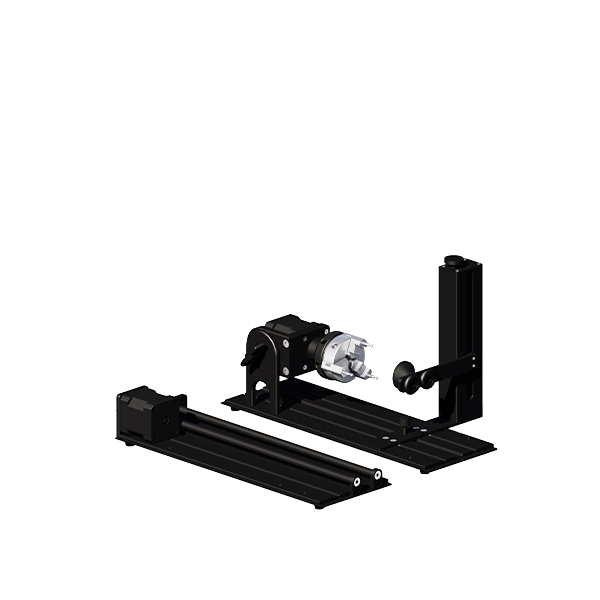










Fonctionnement physique (Rotatif A)
Table des matières
1.Connectez la machine: Attachez le graveur laser à fibre au mandrin rotatif A et placez le rotatif sur la table de travail.

2.Fixez l'objet: Utilisez le mode dans le sens inverse des aiguilles d'une montre pour serrer un objet cylindrique ou le mode dans le sens des aiguilles d'une montre pour soutenir un anneau..

3.Ajuster l'angle: Si nécessaire, soulevez ou abaissez le mandrin rotatif pour changer son angle pour un marquage optimal.

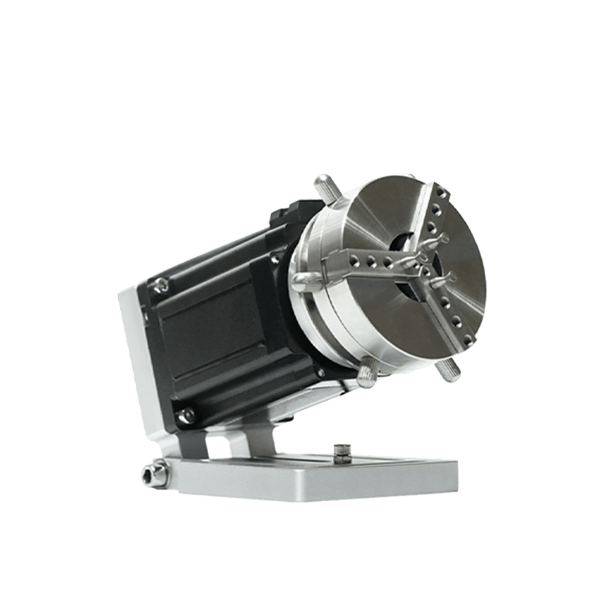
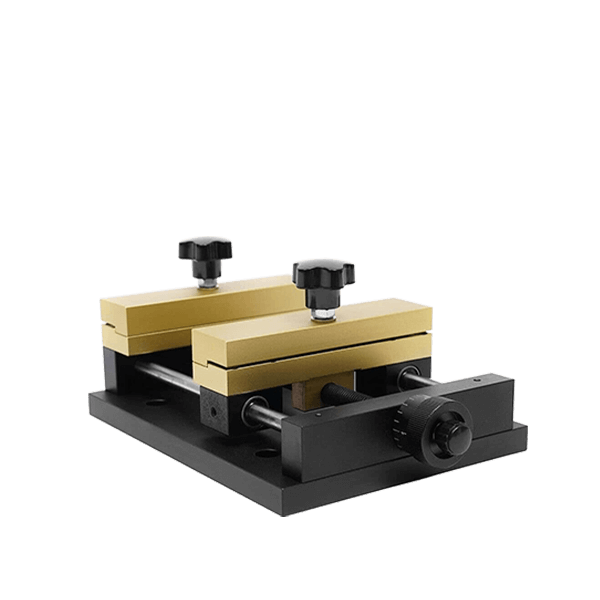
Fonctionnement physique (Rotatif B)
1.Connectez la machine: Fixez le graveur laser à fibre au mandrin rotatif B et placez le rotatif au bon angle, comme indiqué..

2.Fixez l'objet: Utilisez le mode positif ou le mode négatif pour serrer l'objet cylindrique comme indiqué.

3.Ajuster l'élévation: Surélevez le mandrin rotatif avec un support si nécessaire pour garantir que la machine peut marquer au bon point focal.

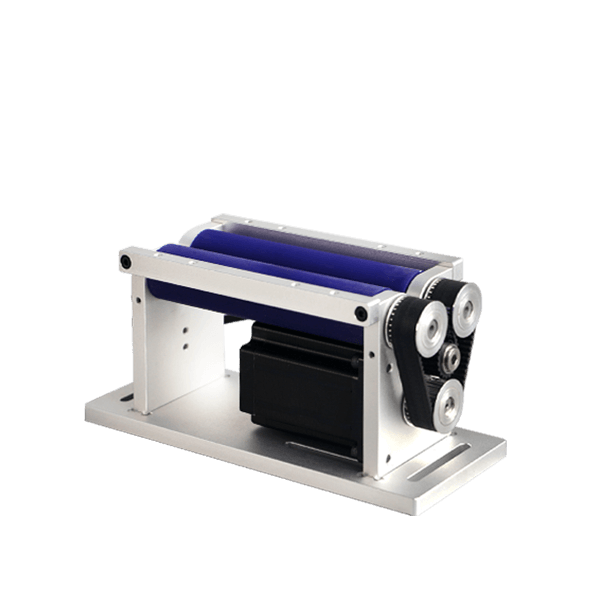
Fonctionnement physique (Rotatif C)
1.Connectez la machine: Fixez le graveur laser à fibre au mandrin rotatif C.

2.Placer l'objet: Positionner l'objet cylindrique sur le rouleau à marquer.

Fonctionnement du logiciel
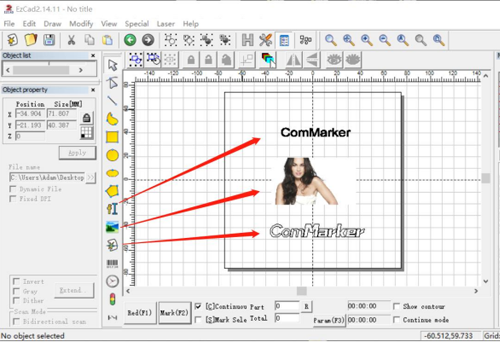
Marquage de texte
- Texte de saisie:
- Saisissez le texte que vous souhaitez graver.
- Cliquez sur « Appliquer » puis sur le bouton « Centre ».

2.Activer le mode hachures:
- Cliquez sur le “H” bouton, cochez « Activer », puis cliquez sur OK.
- Note: Ne cochez pas « Mark Contour » ou « All Cala ».

3.Sélectionnez l'option laser:
- Du menu, sélectionnez "Laser".
- Choisissez « Rotate TextMark » pour un marquage de texte simple.

4.Configurer les paramètres (Arrêtez F3):
- Cliquez sur « Arrêter (F3)» et définissez “configuration markcfg0”.
- Cochez « Activer ».
- Saisissez les impulsions par numéro de tour comme « 12 800 ».
- Ajustez la compensation d'échelle si nécessaire pour affecter l'espacement du texte.
- Cochez « Inverser » si vous souhaitez modifier l'ordre de marquage des mots.
- Sélectionnez l'axe approprié (X ou Y) basé sur la direction de placement du rotatif.
- Cliquez sur “D'ACCORD (confirmer)”.

5.Aperçu et marquage:
- Cliquez sur « Rouge (F1)» pour prévisualiser; la zone lumineuse rouge indique la première lettre de la première ligne.
- Appuyez sur "ESC" pour quitter l'aperçu, ajustez l'emplacement du mandrin rotatif si nécessaire.
- Assurez-vous que l'aperçu du rectangle rouge se trouve sur le dessus du cylindre pour une gravure sur surface plane..
- Cliquez sur « Marquer » pour commencer la gravure.

Marquage graphique
1.Importer un fichier vectoriel:
- Cliquez sur le bouton « Dessiner un fichier vectoriel ».
- Cliquez sur le bouton « Mettre à l'origine ».
- Cliquez sur le bouton « H », cochez « Activer », et sélectionnez le mode trappe « Z ».
- Note: Ne cochez pas « Mark Contour » ou « All Cala ».
- Note: Les fichiers bitmap ne conviennent pas au marquage des cylindres rotatifs.

2.Sélectionnez la marque rotative:
- Dans le menu, choisissez « Marque rotative ».

3.Configurer la ligne divisée:
- Cochez « Marquer par ligne divisée ».
- Saisissez le diamètre de l'objet.
- Définir les lignes médianes:
- Double-cliquez pour créer une ligne.
- Clic droit pour supprimer une ligne.
- Faites glisser avec la souris pour déplacer une ligne.
- Assurez-vous que le numéro de diamètre correspond au diamètre de l’objet.

4.Forcer tout le fractionnement (Alternative):
- Cochez « Forcer tout le fractionnement ».
- Saisissez le diamètre de l'objet et ajustez la « Taille de division ».

5.Configurer les paramètres (Arrêtez F3):
- Cliquez sur « Arrêter (F3)» et définissez les paramètres.
- Cochez « Activer ».
- Saisissez les impulsions par numéro de tour comme « 12 800 ».
- Cochez « Inverser » si vous souhaitez modifier l'ordre de marquage des mots.
- Sélectionnez l'axe approprié (X ou Y) en fonction du sens de placement du rouleau.
- Cliquez sur « Faire pivoter l'axe ».
- Ajustez le numéro du rapport de vitesse pour éviter les chevauchements ou les espaces dans le graphique de marquage.:
- Un nombre plus élevé réduit le chevauchement.
- Un nombre inférieur réduit les écarts.
- Testez l'exactitude de différents nombres (à deux décimales) jusqu'à ce que je sois satisfait.
- Cliquez sur “D'ACCORD (confirmer)”.

6.Aperçu et marquage:
- Cliquez sur « Rouge (F1)» pour prévisualiser; la zone de lumière rouge montre la première partie divisée par la ligne divisée.
- Appuyez sur "ESC" pour quitter l'aperçu, ajuster l'emplacement rotatif si nécessaire.
- Cliquez sur « Marquer » pour commencer la gravure.

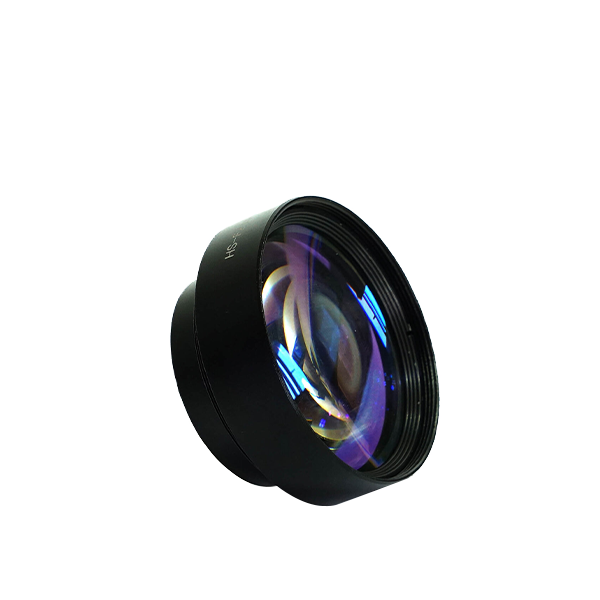
Comment remplacer l'objectif de champ de 110 mm par un objectif de champ de 200 mm sur un Graveur laser à fibre?
Étapes d'installation
Étape 1: Installez l'objectif de terrain de 200 mm
- Retirez l'objectif 110 mm en le dévissant à la main.
- Installez l'objectif de champ de 200 mm en le vissant en place.

Étape 2: Réajuster la mise au point
- Ajustez la mise au point puisque la distance focale change avec le nouvel objectif.
- Se référer au manuel d'utilisation, en particulier la section sur l'ajustement de la mise au point.
Étape 3: Étalonnage en 9 points de l'objectif de terrain
1.Logiciel d'étalonnage ouvert
- Ouvrez le dossier USB.
- Ouvrez le “EZCAD pour ComMarker” dossier.
- Sélectionnez le dossier 200 mm.
- Ouvrez le logiciel “CorFichier2” (assurez-vous que EZCAD est fermé en premier).

2.Définir les paramètres de la source laser
- Cliquez sur "F1", définir les paramètres de la source laser, sélectionnez « IPG » et cliquez sur « OK ».

3.Préparer la surface d'étalonnage
- Collez deux morceaux de carton ensemble sur la couverture arrière avec du ruban adhésif..
- Placez-le sur la table de travail en vous assurant que le carton est plat.

4.Marquer les points d'étalonnage
- Cliquez sur « F3 » pour marquer un rectangle de 9 points. Le graphique affichera les points marqués.

5.Ajuster le motif pour qu'il corresponde au marquage
- Cliquez sur le bouton dans le coin supérieur droit pour modifier le motif jusqu'à ce qu'il corresponde au marquage sur le carton..

6.Mesurer et saisir les coordonnées
- Mesurez la position des coordonnées de chaque point sur le carton.
- Utiliser le point 5 comme coordonnée centrale (0,0).
- Saisissez les coordonnées mesurées dans les colonnes correspondantes de la boîte de dialogue.
- Cliquez sur “D'ACCORD” pour sauvegarder et revenir à l'interface supérieure.
Note: Assurez-vous que la règle est absolument horizontale ou verticale et que les lignes de mesure traversent le 9 points.

7.Générer un fichier d'étalonnage
- Cliquez sur “F6" pour générer un fichier d'étalonnage.
- Spécifiez un nom de fichier (par exemple., “200 B4 ComMarker”).
- Enregistrez le fichier et mémorisez l'emplacement du répertoire.

8.Vérifier l'étalonnage
- Cliquez sur “F7" pour vérifier l'étalonnage.
- Ouvrez le fichier d'étalonnage enregistré.
- Cliquez sur « F8 » pour marquer le rectangle calibré.
Note: Si le rectangle marqué est régulier, l'étalonnage est réussi. Si déformé, un recalibrage est nécessaire.


9.Importer un fichier d'étalonnage dans EZCAD2
- Importez le fichier de calibrage de l'objectif 200 mm dans EZCAD2.
- Reportez-vous au manuel d'utilisation pour importer des fichiers de correction.
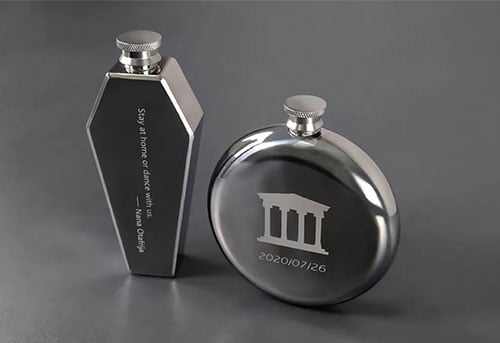
Paramètres de marquage d'une photo
Note: Les paramètres suivants sont des suggestions pour une machine de gravure sur acier inoxydable de 20 W.. Les résultats peuvent varier en fonction de la taille du fichier, matériaux, et distance focale. Ajustez les paramètres selon les besoins pour différentes machines ou matériaux.
Paramètres pour B4 20W avec zone 110x110mm sur acier inoxydable
Saisir les paramètres dans le logiciel de gravure.
Ajustez le contraste et la luminosité de l'image pour une gravure plus claire.

Paramètres pour B4 20W avec zone 110x110mm sur métal peint
Ajustez les paramètres en fonction du matériau spécifique.

Paramètres de marquage de différentes couleurs
Note: Les paramètres suivants sont des suggestions pour une machine de gravure sur acier inoxydable de 20 W.. Ajustez les paramètres selon les besoins pour différentes machines ou matériaux.

Tutoriel d'opération Lightburn pour MacOS
1.Téléchargez et installez le logiciel Lightburn
Télécharger depuis Logiciel Lightburn.
Assurez-vous que la version de Lightburn est V1.3.01 ou supérieure.

2.Installer le logiciel Lightburn
Faites glisser l'icône Lightburn vers le dossier Applications.

3.Copier le dossier EZCAD
Copiez le dossier « EZCAD for ComMarker B4 » de la clé USB sur le bureau.

4.Configurer l'appareil
Ouvrir la brûlure de lumière, cliquez sur « Créer manuellement », et sélectionnez « JCZ Fibre ».
Assurez-vous que la machine est allumée et connectée via USB.

5.Importez EZCAD Config et sélectionnez le dossier approprié.

6.Sélectionnez le dossier « 110 mm » (ou 200 mm selon votre objectif)—->" Prise", et choisissez "markcfg7" et cliquez sur "suivant"

7.Vous pouvez voir la fenêtre suivante si tout se passe bien, et cliquez sur "suivant"

8.Changez le nom si nécessaire, et saisissez la bonne longueur de l'axe X et Y en fonction de l'objectif. Cliquez sur "suivant"

9.Cliquez sur « Terminer » et cela apparaîtra dans la liste des appareils

10.L'état passera à « Prêt » lorsque la machine sera allumée et connectée via USB

11. Accédez à « Paramètres de base » à partir du bouton « Paramètres de l'appareil », cliquez sur « Charger le fichier COR », Sélectionnez «EZCAD pour ComMarker B4»—>"110mm", Choisissez le fichier « JCZ11.cor », Cliquez sur « OK »

12.Changer le réglage de Freq « Min 20 », "Maximum 200". Allumer « Galvo 2 ». Et il est prêt à contrôler la machine avec Lightburn.*(Veuillez vous référer à l'étape 11 pour machine MOPA)

Réglage spécial pour la fibre JPT MOPA
13.Changer le réglage de Freq « Min 1 », "Maximum 4000". Allumez «Galvo 2». Allumez le bouton « Activer Q-PulseWidthSetting » (Assurez-vous que le type de fibre est « IPG _YLP » ou « JPT »)

Tutoriel d'opération Lightburn pour Windows
- Suivez les mêmes étapes que pour MacOS.
- Installez le pilote nécessaire lors de l'installation du logiciel Lightburn.